![]()
![]()


2014年07月23日08:23
【相关新闻】
日本沙迪克开发出金属3D打印机,粉末熔融凝固和切削加工相结合
新材料1:日本聚丙烯公司开发出用于汽车外板的聚丙烯,尺寸变化堪比铝合金
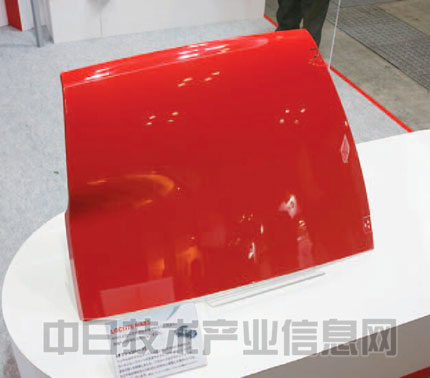
日本聚丙烯株式会社(总部:东京)展出了新开发的线性膨胀系数与铝合金相当的聚丙烯(PP)材料“WELNEX/GF”,主要面向翼子板等汽车外板用途。

用新材料制作的前翼子板。
WELNEX是以茂金属为催化剂制造的新型聚丙烯。其特点是具备弹性材料那样的柔软性。过去主要面向汽车内饰开拓用途,已有采用先例。使用茂金属催化剂制造的聚丙烯还具有线性膨胀系数低的特点,该公司利用这一特点,开发出了适合外板用途的WELNEX/GF。
除了线性膨胀系数低之外,WELNEX/GF还具有涂装外观精美、几乎看不到焊接线等特点。为了提高机械特性,在其内部填充了20%的玻璃纤维,但与填充滑石粉一样不易翘曲,成型时的尺寸精度也非常出色。不过,因为耐热性差,目前还无法支持线上喷涂。
新材料2:汉高日本发布FRP用新基体树脂,展示采用新材料制成的成型品
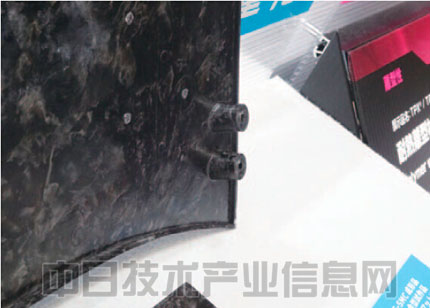
德国汉高(Henkel)的日本法人汉高日本公司展出了使用新型聚氨酯类基体树脂“Loctite MAX3”制作的碳纤维增强树脂基复合材料(CFRP)的成型品(汽车的车顶材料)。与目前常用的环氧树脂相比,成型时间更短。
 |
| 利用高压RTM成型的汽车车顶材料(汉高日本)。 |
新型树脂的耐热性指标――玻璃化温度达到了与环氧树脂相同的125℃。机械特性中,延展率和韧性超过环氧树脂,拉伸弹性模量和拉伸强度与环氧树脂相同。而且,这种材料在高温下的粘度低,在RTM(Resin TransferMolding)工艺的注塑工序中更容易渗入强化纤维。树脂本身的硬化时间也比较短,从注入成型模具到脱模的时间(脱模时间)可以缩短到环氧树脂的1/5左右。使用高压RTM工艺制作此次展示的CFRP车顶材料所需的脱模时间为5.5分钟。
新材料3:东海橡胶工业开发出具有行人保护功能的聚氨酯发动机罩
东海橡胶工业开发出了具有行人保护功能的发动机罩。这种发动机罩使用柔软且具有缓冲性的聚氨酯一体成型,能够减弱发生事故时对头部的冲击。现行的发动机罩使用聚酰胺类树脂成型,背面(下侧)贴有用来隔音的聚氨酯构件。

能够在发生事故时降低头部所受冲击的发动机罩。使用聚氨酯成型。
当汽车正面撞击行人时,在保险杠的撞击下,行人会双腿离地,头部撞在汽车的前发动机罩上。此时,前发动机罩会发生变形,使行人的头部撞到其下方的发动机。而新发动机罩提高了冲击吸收性,在这种情况下,行人头部受到的冲击可较现行发动机罩降低35%。该发动机罩对车辆外观等设计没有限制,效果等同于在发动机罩与发动机之间设置较大间隙的方法。
新材料4:几分钟即可成型的CFRP,可形成毂和肋

用“Polymarl MAT CZ”制成的试制品,Polymarl MAT CZ中使用了碳纤维材料
毂部放大。在成型时材料流动顺畅。
三井化学与日本触媒的合资公司Japan Composite(总部:东京)在三井化学的展位,展出了一项开发完成的技术――可在几分钟内成型的CFRP材料“Polymarl MAT CZ”。这种材料的比强度大于铝合金,与镁合金相当。采用SMC(Sheet Molding Compound)成型法,首先让切割成几十mm~100mm左右的碳纤维浸泡热固性树脂,然后在使用模具进行加热的同时压缩成型。碳纤维不进行编织。成型时间约为4分钟,而过去的RTM成型法,也就是在封闭模具后浸泡树脂的方法需要160分钟,新方法大大缩短了成型时间。而且,新材料成型时的流动性非常好,能够流入模具的细节部分,形成毂(boss)和肋(rib)。
 |
