![]()
![]()


2014年01月16日08:33
【相关新闻】
镁合金锻造材料的用途有望扩大,但成本成为瓶颈。因此,业界为降低成本积极推进新技术的开发。日本产业技术综合研究所(以下简称“产综研”)的可持续材料研究部门与宫本工业公司合作开发的镁合金低温锻造技术就是其中之一。该技术通过降低锻造温度,可获得诸多好处。
该技术事先对锻造材料的组织实施控制,使晶体粒径减小至10μm以下,然后使用伺服冲压工艺在低温(200℃以下)条件下锻造。镁合金一般都是在400℃左右的高温下锻造,并使用固体润滑剂。
不过,如果实现200℃左右的低温锻造,便可使用容易处理、容易去除的水溶性润滑剂,并延长模具的寿命。这样便有望降低锻造构件成本,提高生产效率。
此外,低温锻造还可减少为使加热炉及模具保持温度而投入的成本,而且温度膨胀也很小,有助于提高成型后的尺寸精度。宫本工业预测,凭借这些优点,最终有望使目前的锻造成本削减20~30%。
将晶体粒径减小至10μm以下
此次开发的锻造技术的工艺流程如下:首先对锻造用镁合金实施“均质化处理”,就是将金属材料加热至某一温度并保持一定时间,使合金元素均质分散在材料中。具体操作时,将材料加热至410℃并保持24小时,然后在空气中环境中自然冷却,由此便可获得晶体粒径统一为0.1~0.2mm的金属组织,这样便形成了锻造用的坯料。
接下来是使用伺服冲压机,以5~10mm/s的低速镦粗加工,将加热至300℃的坯料加工到压下率达到10%的程度。这样,坯料中就会发生应变,发生“动态再结晶”现象。
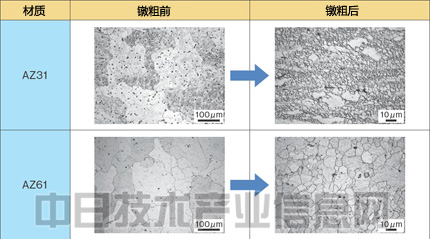
动态再结晶是金属在受热并受到应力变形的过程中,为消除应变能量而重新生成结晶粒的现象,在上述条件下,坯料的晶体粒径可变为约5~10μm(图1)。产综研可持续材料研究部门高级主任研究员斋藤尚文称,要想使锻造实现低温化,“这样的组织控制是非常重要的”。对于这种晶体粒径微细化后的材料,便可在200℃以下的低温下锻造。
 |
|
图1:300℃的镦粗加工引起的镁合金晶粒的变化 利用动态再结晶现象使晶粒微细化。AZ31虽然局部残留有较大的晶粒,但绝大部分变成了5μm左右的晶粒。AZ61的晶粒虽然比AZ31稍大,但镦粗加工后也实现了微细化。 |
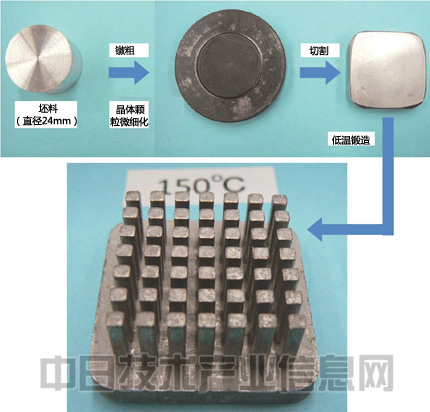
斋藤尚文指出:“虽然还要看坯料的使用场所如何,但显示出了与铝合金相同程度的强度和拉伸性。”这样一来,便可锻造出图2中那种、散热柱的长度达到8mm左右的散热器。
 |
|
图2:试制的散热片锻造品 照片中的产品是在150℃下锻造AZ31铸造材料制成的。在300℃条件下对经过均质化处理的坯料进行镦粗加工后,切割材料并锻造。散热片的尺寸为,底部边长30mm左右、厚度3.5mm,散热柱2mm见方、高8mm。用AZ61也可顺利锻造。 |
通过分割工序来降低温度
该技术由2006~2010年产综研和日本素形材中心共同开发的锻造技术发展而来。原来的技术也是利用锻造加工中发生的动态再结晶现象,将锻造材料的晶粒微细化至10μm以下,从而实现了低温锻造。加工时,一开始就对加热至300℃的坯料进行低速下压,引起动态再结晶现象,然后直接进入锻造工序实施成型。也就是说,从动态再结晶到锻造的过程是用一道工序来处理的。
不过,由于是在300℃下锻造,因此仍然要使用固体润滑剂,无法充分发挥低温锻造的优势。此外,镦粗与锻造使用同一模具,因此能够锻造成型的形状也很有限。
而产综研和宫本工业发现,通过将意在引起动态再结晶现象的低速镦粗工序与锻造工序分开,还能将锻造时的温度下降100℃左右。
扩大适用材料的范围
目前来看,已确认能够在200℃以下的温度锻造的镁合金只有AZ31及AZ61。今后,产综研和宫本工业还将研究如何使锻造性差的AZ91以及添加有钙的阻燃性镁合金实现低温锻造。尤其是后者,由于钙含量多的话加工效率就会下降,因此将寻找能够在保持阻燃性的情况下减少钙的含量,从而提高加工效率的方法。
同时,产综研和宫本工业还将努力实现温度进一步降低的100℃以下的锻造。这样便有望进一步提高生产效率,降低成本。宫本工业表示,如果能够达到冷锻水平,“还可替换目前使用铝合金及钢制造的锻造品,有望向汽车等广泛领域推广”。(日经技术在线!供稿)
