![]()
![]()


2013��10��18��08:39
��������š�
��3D��ӡ�ı���ơ���ʮ����ҵ����չ3D��ӡ������
��3D��ӡ�ı���ơ�(��)�����µ�ҵ����̬
��3D��ӡ�ı���ơ�(��)������ɳ���������²�Ʒ
��3D��ӡ�ı���ơ�(��)�����˿����ֳ���������
��3D��ӡ�ı���ơ�(��)�û�����չ����衱
����3D��ӡ����ʵ�ַ�ʽȴ�ж��֡����У������ڳ������͡����㷺Ӧ���ڴӽϵͼ�λ��ʽ���߾��ȡ���λ�ĸ߶˿�ʽ�������������ַ�ʽ�Ĵ�ӡ�����ϳ��ּ۸����20����Ԫ�Ļ��ͣ�����Ҳ�ɸ��������ƶ���3D��ӡ���ȳ�������

���ڳ���������ͨ��ϸϸ�����죬���϶��¼��������ۻ��IJ��ϣ�һ�����ӳ���Ʒ��Ƭ�ķ�ʽ����ԭ������ε�����ģ��ʮ�����ơ������Ǵ�ˮƽ�濪ʼ�������ӱ���һ����
����Ǿ߱��������Ļ��ͣ�ͨ����ͬһƽ���ϼ�����ɫ�����ʸ������֬����������������һ��������������ͷij���Ʒ��
���ǣ���������֦һ���������չ�IJ��֣���Ϊ�·��Ŀռ�û���κ�֧�ţ�����ͨ�����ڳ���������ʵ�֡������Ҫ���������������ϣ���������֧�ŵĵ��������ֲ��Ͻ���֧�Ų��ϣ�Ҫ�ڳ��ͽ����������
����Stratasys�ġ�Mojo������uPrintϵ�С�����Dimensionϵ�С�����Fortusϵ�С����õ������ڳ������͡�
����Ƶ������Լ����˰���Ʒ
Stratasys�Ĵ����̡��������Ϣϵͳ��˾��������������ҵ�������ͽ����������������̩˵�������ַ�ʽ��һ���ŵ㣬�ǿ���ʹ��һ�����ϲ�Ʒ�㷺���õ�ABS��֬��Ϊ���Ͳ��ϡ�����ͨ��ʹ��ABS���֡����������ϡ���ǿ�ȡ����������İ�װ�ȶ���������Ƶij��ڽν���ȷ�ϡ���
������Ĺ⻬�̶Ȳ��������⡣����ƷҪ��ֱ����Ϊ��Ʒ���ۣ������Ҫ������ĥ��Ϳװ��
�ܹ��Եͳɱ�����3D��ӡ��Ҳ�����ڳ������͵��������ڡ�3D Systems Japan���ø÷�ʽ�ġ�Cube������16.8����Ԫ���ù�˾���ˣ�רҵ3D��ӡ����ҵ���ܼ�С�ֹ�����ʾ�����������ĵͼ۸���ֻ����С��ҵ��3D��ӡ������;���������������������չ��������õ�����ʮ�ֹ㷺���ȷ�˵���ڽ�����ѧ������ʱ���Թ�ʽ�Ƚ������廯���ڴ�ѧ�Ļ������о��ң��������ְ汾�IJ���������ʵ����ת��Ч���������Լ���ϲ�ã���������ң����ֱ���ɻ��IJ�����
ʵ��ȫ������
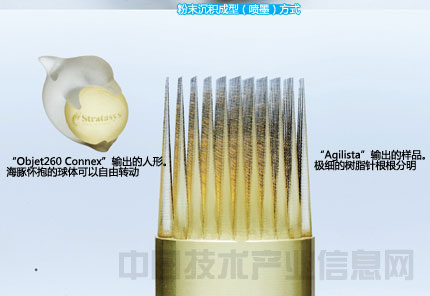
����֮�⣬3D��ӡ������ʹ�ù�̻���֬��Ϊ���ϵĹ�̻����ٳ��͵����ɷ�ʽ�����������ʽֻ�ܶ���֬���г��͡��ܹ�ʹ���������ϣ���չ3D��ӡ�������Եķ�ʽ���ǡ���ĩ�������ͣ���ī����ʽ����
 |
 |
���ַ�ʽ����ƽ���Ͼ�������һ�㱡���ķ�ĩ���ϣ�ʹ��ճ�ϼ�������ȷ�ʽ��ʹ��Ҫ�IJ���Ӳ����Ӳ���������Ϸ�ĩ������Ӳ���������ظ������Ĺ��̡��ڳ������У�δӲ���ĵط���ȻΪ��ĩ״̬����ˣ���ʹ�²�δ��Ӳ����Ҳ���Զ��ϲ����Ӳ����Ҳ����˵��������͵����������չ����֦��Ҳ����ʹ��֧�Ų��ϡ���������й������Ʒ���ӷۿ���������
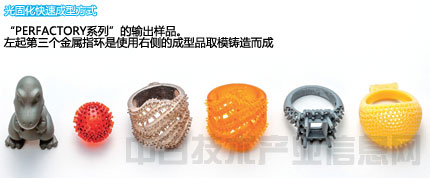
3D Systems Japan��Projet x60ϵ�С���ijЩ���;������Ȿ�죬�������ȫ�ʳ��͡�����ʹ��ʯ�ࡣ����ʱ��ʯ�����0.1���ĺ�Ⱦ����̿������Ϸ�����������ճ�ϼ���ճ�ϼ�����IJ��ֽ���Ӳ����ճ�ϼ��п��Բ���īˮ��
�������ʹ�õ���ī��ӡ��ԭ��������ͬ��ֻ����ʯ��������ֽ�ţ��ڴ�ӡ��һ����dz�ֽ���������Ϸ����Ӵ�ӡ�²㡣�ʺϳ���ȫ�ʵ����εȡ���Ϊ����Ϊʯ�࣬���Ի������������������õ�ģ�ߡ�
���������Ȳ�������Ҳ��������IJ���
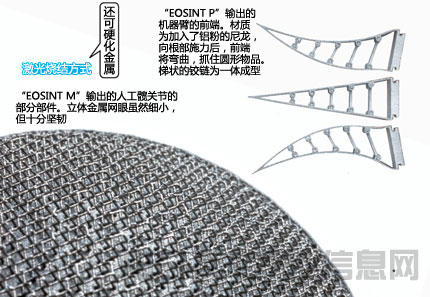
�¹�EOS�IJ�Ʒͬ��ʹ�÷�ĩ״���ϣ�������ճ�ϼ�����ʹ�ü�������ս�ġ������ս᷽ʽ����Ҳ����ҵ��֮Ϊ�������ĩ�սᡱ������ĩ�ս�������͡���EOS�ġ�EOSINT M�����ص���ʹ�ý�����ĩ��Ϊ���ϣ��ܹ�������������Ʒ��
 |
 |
EOS�Ĵ����̡������������ݹ�˾�Ĺ���ʦϵͳӪҵ������ǰ�������ʾ��ʹ�����ִ�ӡ���������������Ȳ���������Ҳ��������IJ�����������֧�Ų��ϣ�ֻҪ��������û��Ӳ���ķ�ĩ���ɡ��ȷ�˵�����ô�ͳ�ӹ����������͵ġ��ڲ�Ϊ�������۵����塱Ҳ�������������ң���Ϊ�����ü�����Ƚ�����ĩ��ʹ֮�ۻ���Ӳ��������ǿ�������������ͬ�������ս�IJ��ֻ����Խ��������ӹ����������IJ����ϡ�
��ͼ�е���״�����������˹��ŹؽڵIJ�������Ȼ���˵ĸ�ͷ������ǧ������˹��Źؽ�֮��ĸ���������Ҫʹ������������Ψһ�������е�ʱ��Ϊ��ʵ����Ҫ�Ĺ��ܣ���Ҫ���ø��ӵĹ��졣���ڴ�����;���ܹ��߾��ȶ��ƣ����ڱ�����ij��͵�3D��ӡ���ؽ��������֡�
�����Ϣϵͳ����������Ҳ��ʾ�����еĿ����ԣ�����ҵ��Ʒ��ͣ��֮��������һ���ڼ��ڣ�����ά�����Ŀ�档������ҵ���ԣ���صĿ�������Ӧ���Ƶ�ά���dz��صĸ����������3D��ӡ����Ϊ��������ô����ʹû�п�棬ͬ�����Թ�Ӧ�������������ߣ��´�һ�ա���β��־����ľIzumi���㴨���ա��G����壬�վ��������ߣ����壩
