![]()
![]()


2013年04月16日08:51 來源:人民網-財經頻道
【相關新聞】
【日本的制造裝置為何強大?】(2)迪思科:激光切割機佔據全球市場七成份額
【納米新技術】LSI篇:利用分子的自組織現象以低成本方法實現微細化
【納米新技術】功率半導體篇:導熱率超過銅的材料及大口徑SiC基板等亮相
走進開發基地和工廠的“試驗室”,經常能夠看到愛斯佩克生產的環境測試儀(圖1)。這也是情理之中,在這一領域,該公司掌握著日本國內約60%份額,全球份額也高達約30%,均為業界第一。
 |
|
圖1:恆溫恆濕器 環境測試儀的主力產品恆溫恆濕器“Platinous J”系列(2011年上市)。J取自Japan,融入了“日本產品復興”的願望。 |
環境測試儀是在產品和部件的耐久性、壽命等各項測試中用來創造環境的裝置。但環境測試儀並不是一種產品的名稱,而是恆溫恆濕器、加速壽命測試裝置等產品群的總稱。
愛斯佩克之所以得到眾多客戶的信賴,除了產品本身的性能之外,還歸功於該公司在客戶提出要求之后,能夠在短時間內交付符合要求的產品。交貨速度勝過競爭對手的關鍵,在於設計的模塊化。
按照要求選擇單元
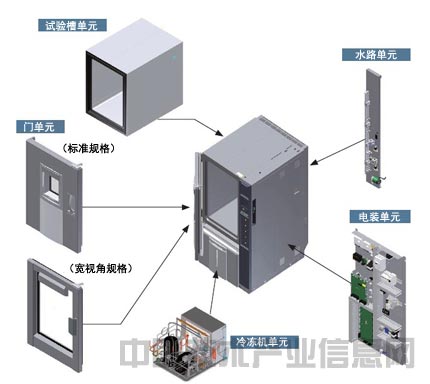
通過貫徹設計的模塊化,愛斯佩克的環境測試儀能夠為不同的產品,使用功能相同的單元。單元具體分為5類:﹝1﹞試驗槽單元、﹝2﹞門單元、﹝3﹞電裝單元、﹝4﹞冷凍機單元、﹝5﹞水路單元,所有產品均由這5種單元組合而成(圖2)。但也有某些產品不使用冷凍機單元和水路單元。
 |
|
圖2:構成環境測試儀的單元 各類單元都有幾十∼上百個品種,通過排列組合,能夠實現環境測試儀產品群全部的基本規格。選配件同樣豐富,環境測試儀產品群的規格多達44萬種以上。《日經制造》根據愛斯佩克的資料制作。 |
為了滿足所有客戶的要求,每一類單元都包含幾十∼上百個品種。當客戶上門的時候,該公司無需重新設計產品整體和單元,隻需根據要求選擇適合的單元即可。這樣就實現了競爭對手無法企及的快速交貨。這種由單元組成的產品規格叫做“標准型號”。
在標准型號的范疇之外,與產品的基本功能和性能無關的其他要求則是以“選配件”的形式加以滿足。環境測試儀上安裝的顯示燈和特殊防護罩就屬於此列。也就是說,最終的產品是以某種標准型號為基礎,然后逐一添加需要的選配件。
因此,從理論上來說,產品規格的種類是標准型號的數量與裝配的選配件數量的乘積。以恆溫恆濕器的主力產品“Platinous J”系列為例,標准型號的數量為55,選配件數量為115,假設客戶選擇2種選配件,產品組合的總數就有36萬種以上。之所以假設客戶選擇2種選配件,是因為之前銷售的產品至少配備了2種選配件(最多為16種)。如果對其他產品也進行同樣的計算,那麼,環境測試儀的總規格數量將多達44萬種以上。
不過,該公司事先並不對所有組合進行詳細設計,或是檢驗設計的合理性。在原則上,對於標准型號的單元組合,該公司隻對關系到基本功能和性能、安全性等的主要部分進行驗証。其他部分和選配件則是在客戶提出要求后,再進行設計和檢驗。因為分配給設計的費用和工時有限,所以對於下單前后的設計和檢驗的對象,該公司做了明確地劃分。
為了實現模塊化,該公司在設計上下了很多工夫。在機構方面,除了事先在各單元中為選配件預留空間之外,機殼上還預置了用於安裝選配件、布線的小孔。除此之外,在控制方面,支持所有單元與選配件組合方式的程序已經開發完成。隻要通過控制器制定選擇的單元和選配件,相應的程序就會執行。
兼顧開發效率
愛斯佩克董事制造改革本部長、開發本部長、神戶R&D中心主任村上精一指出,在向客戶提供豐富品種的同時,內部“借助設計的模塊化,貫徹了合理化”是該公司最大的優勢。由於經營的品種豐富,如果在客戶提出要求后再重新設計整個產品,不僅交貨的周期長,而且效益低。因此,通過設計的模塊化,該公司實現了品種多與開發效率的兼顧。
另一方面,海外的競爭對手大都不具備經營多品種的意識,沒有愛斯佩克那樣龐大的產品線。由於銷售標准產品的想法根深蒂固,因此,客戶提出要求一旦偏離標准,往往得不到滿足。而這些遭到海外競爭對手拒絕的客戶,很多都投入了愛斯佩克的懷抱。
也就是說,該公司憑借極其豐富的品種吸引客戶,並通過模塊化,實現了比競爭對手更短的交貨期,從而進一步贏得了客戶的信賴。在建立起上述循環后,該公司第一時間抓住了充電電池充放電試驗反應室等新需求,能夠令業務基礎進一步得到強化。在過去,希望選擇多的主要是日本國內的客戶,但在最近,德國等歐洲的客戶也認識到了該公司推行的多品種的優勢,該公司的特點有了更大的發揮空間。
然而,單靠設計的模塊化並不能實現快速交貨。雖然只是理論上的數字,但是,要想生產多達44萬種規格的產品群,相應的體制必不可少。因此,以模塊化為前提構筑起靈活的生產線是實現快速交貨的另一個重點(圖3)。依托這樣的生產線,絕大多數產品下單之后隻需16∼20個營業日即可交貨。競爭對手大都為20∼40個營業日。但訂單數量增至幾十台后,愛斯佩克還可以維持16∼20個營業日的水平,競爭對手則需要延長交貨期,或是根本無法完成。
 |
|
圖3:環境測試儀生產線 左為組裝,右為機殼的板金加工和組裝工序。對於規格繁多的產品群,為了縮短交貨期,多數工序都由內部工廠完成。 |
生產線的基本方針是把內部生產比例維持在高水平。5個單元及其使用的主要部件基本全部由該公司的主力生產基地福知山工廠生產。以機殼的板金部件為例,該廠內設有板金加工的專用廠房,裡面的加工設備與板金生產商相比毫不遜色,內部生產率幾乎達到了百分之百。
與優秀的部件企業合作
愛斯佩克之所以重視內部生產,是為了防止外部訂購拖長供應鏈,以達到縮短實際前置時間的目的。客戶的訂單多種多樣,有的是“隻需要1台用來檢測正在開發的新產品”,有的是“為了啟動量產,准備在生產線上設置100台”。對於后者之類的大量訂單,快速交貨一般很難實現。但是,哪怕是競爭對手需要很長時間才能交貨的訂單,愛斯佩克依然能夠維持與少量訂單相同的交貨期。
當然,部件並非全部是內部生產,有一些也要委托其他企業制造。由於單元種類繁多,因此部件的種類也為數不少,該公司已經與能夠生產多種類部件的企業結成了合作關系。愛斯佩克的村上介紹說,容易與國內優秀的部件企業合作也是日本裝置企業的優勢之一。(日經技術在線! 供稿)
