![]()
![]()


2014年06月12日00:45
金屬造型在傳統加工方法上存在問題
在使用樹脂3D打印機的同時,鬆下還在著手活用以金屬為材料的3D打印機(以下稱:金屬3D打印機)。其目的不是制造試制品,而是用來制造產品。
不過,不同於利用激光燒結、沉積金屬粉末的一般造型裝置,鬆下使用的是自行開發的造型與切削加工相結合的裝置。該公司稱之為“三維金屬沉積復合加工”,目前已經在樹脂注射成型用模具領域投入使用。
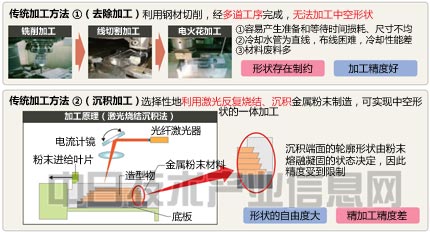
模具一般是對鋼材使用銑削加工、線切割加工、電火花加工等多種加工方式切削而成(圖4)。屬於材料去除加工的范疇。這種方式包括表面粗糙度在內,加工精度非常高,但無法加工中空形狀等,在形狀上存在制約。
 |
|
圖4:傳統加工方法的課題 去除加工(切削加工)、沉積加工各有優缺點。(《日經制造》根據鬆下資料制作) |
與去除加工相反,一般的金屬3D打印機(沉積加工)是有選擇地利用激光反復燒結、沉積金屬粉末。因此可以加工中空形狀,形狀自由度也大於去除加工方法。
不過,沉積端面的輪廓形狀取決於粉末熔融凝固的狀態,在精度上存在極限。精度和表面粗糙度都是100μm左右,無法直接應用於模具。
那麼,是不是通過沉積加工方式制成的模具最后通過去除加工就可以了?答案是否定的。因為採用沉積加工是因為形狀復雜,有些地方用去除加工方法是難以切削到的。
順便一提,去除加工、沉積加工現在都處於“高不成,低不就”狀態。
與切削相結合
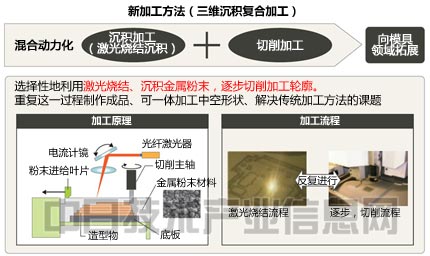
為了消除這些缺點,鬆下發揮技術底蘊,開發出了在傳統的沉積加工基礎上,結合切削加工的加工方法(圖5),也即三維金屬沉積復合加工。這種加工方法的誕生,為金屬3D打印機在模具領域的實用化鋪平了道路。
 |
|
圖5:沉積加工方法與切削加工組合而成的復合加工 在沉積到一定高度后切削加工輪廓部分,在此基礎上繼續沉積。(《日經制造》根據鬆下資料制作) |
這種加工方法的第一步與金屬3D打印機相同,是選擇性地利用激光燒結、沉積金屬粉末。在沉積若干層后,再通過切削加工完成輪廓。那些在沉積加工完全完成后無法觸及的部分,在沉積途中切削工具就有可能到達。完成切削后,再燒結、沉積若干層后,再次進行切削加工,不斷重復這一過程即可實現需要的形狀。
這種方法基本上以沉積加工方法為基礎,可以一體加工中空形狀,形狀自由度高。在維持這一優勢的同時,又解決了沉積加工方法中存在的加工精度低的缺點。具體來說,這種方法的造型精度可以達到±100μm以下,表面粗糙度可以達到5μm以下。
切削加工不能使用冷卻液,所以採用的是干式加工。“過程類似剔除毛刺”(寺西),所以切削的負荷不大。
鬆下生態系統於2008年導入了第一台能夠實現三維金屬沉積復合加工的設備,現在還在繼續導入。
 |  |
