![]()
![]()


2013年04月18日08:41 来源:人民网-财经频道
两张一同卷起并压扁
包括3D锁缝在内,在包边时,模具的工作方式如下。首先,在铝合金外板需要的位置涂抹粘合剂,粘贴钢内板。然后,由机器人将其运送至下模内安置〔图6(a)〕。接着,使上模下降到某特定位置,保持一段时间后〔图6(b)〕,让3D锁缝单元的冲头沿水平方向压向模具内侧〔图6(c)〕。完成后,将上模下压至最低点,至此,3D锁缝的结合就此完成〔图6(d)〕。另外,在上模的第一冲程期间,还要同时进行通常的包边。
图7详细描绘了3D锁缝中钢内板、铝合金外板,以及模具的运动。安放在下模中的两张板材的顶端分别向上弯曲一小段〔图7(a)〕。圆弧内凹的3D锁缝单元冲头压向顶端。此时,两张板材就像“紫菜卷”一样,沿冲头的圆弧弯曲〔图7(b)〕。当铝合金外板的顶端与钢内板接触,并且卷起时,冲头后退〔图7(c)〕,接着,上模的冲头降至最低点,沿垂直方向,向卷起的两张板材加压,将其压扁〔图7(d)〕。就这样,通过双层包边的3D锁缝,两张板材实现了牢固结合。
 |
|
图7:3D锁缝的结合(加工)方法 3D锁缝单元的冲头挤压水平重叠的铝合金外板与钢内板的顶端(a)。冲头上设有圆弧,因此,两张板材会随圆弧的形状向上卷起(b)。卷成“紫菜卷”的形状后,冲头后退(c)。上模的冲头再下降,把卷起的两张板材压扁,完成结合(d)。 |
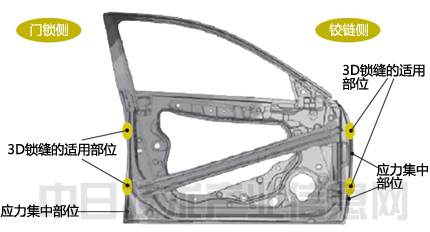
使用3D锁缝的部位在车门铰链一侧有两处,门锁一侧有两处,共计4处(图8)。通过使用CAE调查车门的热变形,选择的位置避开应力集中的部位,选择了适宜提高刚性和强度的地方。当然,为了获得充足的刚性和强度,3D锁缝的宽度也做了调整。3D锁缝以外的部分使用的是普通包边。
 |
|
图8:3D锁缝的应用部位 车门铰链一侧与门锁一侧各两处。均避开了应力集中的地方。 |
通过粘合剂与通常包边、3D锁缝的搭配使用,本田成功使混合车门的强度和冲撞性能达到了与全钢车门相当的水平。
采用耐腐蚀的材料与形状
最后的课题是耐久性。也就是[3]防止电蚀。对于这个课题,本田采用了双重防蚀措施。一是采用新日铁住金提供的强耐蚀性钢板“SuperDyma”制造内板。通过使用锌质量比约为85.8%、铝约为11%、镁约为3%、硅约为0.2%的合金进行电镀,与铝合金接合时的腐蚀(电蚀)降低到了过去的热浸镀锌钢板以下。
 |
|
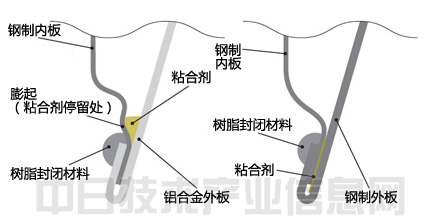
图9:防蚀措施之一 左为混合车门。改变钢内板的形状,为粘合剂预留了囤积的空间。粘合剂起到密封作用,防止钢与铝合金结合部位进水。右为全钢车门。粘合剂没有预留空间。另外,两种车门进行包边操作的外板顶端与内板的结合部分均使用树脂封料。 |
二是防止钢内板与铝合金外板嵌合的部分(嵌合部分)进水。具体来说,就是在钢内板的嵌合部分设置略微的凸起(图9)。这里会成为两张板材粘贴时使用的粘合剂囤积的空间。囤积在此的粘合剂能够起到封料的作用,阻挡水分进入,从而防止电蚀的发生。(日经技术在线! 供稿)
 |
