![]()
![]()


2013��04��18��08:41 ��Դ��������-�ƾ�Ƶ��
��������š�
���綯�����ܷ��Ϊ��ְ�����衱�Ĵ������ߣ�
4�׳���80����ʱ�٣������Զ��ж���ʻ����ʵ������
�ձ���������С�ͽ�ͨ������֤�ƶȡ����ƶ���̼��ͨϵͳ����
�����ᡱ���й�������Դ������ʻ��η���
����ȫ������Ϊ�����������˻�ϳ��š��ɱ�������1�����ң������ȳ��ż���11���
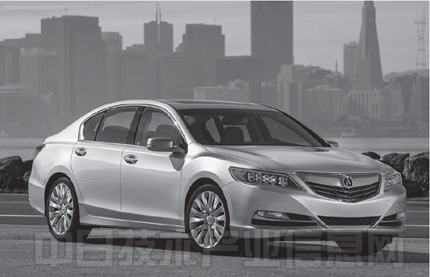
���������������������ٶȼӿ�֮�ʣ����↑�������øֲĺ����Ͻ����ֲ�ͬ���ϣ�����ʣ���϶��ɵij��ţ���ϳ��ţ�����ͼ�����ڱ����г������ֳ����Ѿ��䱸����3�·��۵ġ�ک�衱ϵ���¿RLX��֮�У�ͼ1������ϳ���Ӧ������������ȫ�������״Ρ��ڰ�ʹ�����Ͻ����ʹ�øֲ����ַdz�����ϵij�������ʵ�û�����������ԭ�����ڳɱ��ߡ��ڰ�İ�װ�����࣬���츴�ӡ�����Ҫ������Ӧ������������������ר���豸����˻�̧������ɱ���
 |
|
ͼ1����ک�衱ϵ���¿RLX�� ���䱸��ϳ��ŵ���������3�¿�ʼ�ڱ����г����ۡ� |
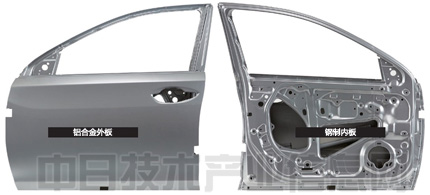
���������Ű���������϶��ɣ�ͼ2�������У��ڰ���õ�������ǿ��Ϊ270MPa�ĸ֣������õ�������ǿ����200MPa���ϵ�6000ϵ����-þ-��ϵ�����Ͻ��������ʹ�øֲĵġ�ȫ�ֲ��ʡ���ͨ������ȣ�����������Ϊ���Ͻ���������ᣬ���ҳɱ��ֵ��������ʹ�����Ͻ�ġ�ȫ���Ͻ���ʡ����š�Ҳ����˵����ϳ��ž߱��˼����ֳ��š��ŵ���һ�������ص㡣�������Ļ����Ͻ������������������ᣬ�Ӷ�ʹ�������ƣ���˻��߱���߲ٿ��ȶ��Ե��ŵ㡣
ͼ2���ڰ�������ڰ�
��������ǿ��Ϊ270MPa�ĸ֣����Ϊ0.8mm��������������ǿ����200MPa���ϵ�6000ϵ���Ͻ𣨺��Ϊ1.1��1.2mm����
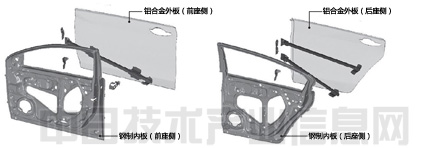
ʵ���ϣ���ȫ�ֳ�����ȣ����ͻ�ϳ��Ų�����һ�����������ȳ��ţ�������������11������ѳɱ���������������10�����ҡ���ȫ���Ͻ�����Ȼ������������22.5������ɱ�������2.9����
����������ϳ��ŵ��Lj�������������ɽ�������ó��ƻ�����ΪRLXʵʩ������ͬʱ����������Ȼ��½���ƹ㵽�������͡����\���о�������R��D���ĵ�10���������ҵ�3С���о�Ա��Ұ�ڽ�һ¶������һ�����У���������ȡʵ��ȫ����������
�ڶ��Ƴɱ�������ǵ�ͬʱ������ʵ��������������Ч���������ڻ�ϳ��ŵ���һ���ƣ��������ֵ�ȻҲ��֪��������ˣ��ڴ�֮ǰ������������ҵҲһֱ�ڽ����ſ�������δ��ʵ�����������е��䱸��
�ȱ���������ϰ�
�������е�Ե�ɣ��������Ұ�ڽ���˵����������Ϊ��ͬ���ʵĸֲĺ����Ͻ���ʹ��ʱ��3������û�еõ�������������������1�ݶ����ȱ��Σ���2��ȷ���ι̵Ľ�Ϸ�������3�ݷ�ֹ��ʴ��
��Ұ�ڱ�ʾ�������У���1�ݡ������ȱ���һֱ����������������ҵ������Ϊһ�����Ӳ���֮��IJ��죬��ȫ�ֳ��Ų���һ�������췽ʽ�����žͻ����10mm֮������̺Ͱ��ݣ����γ̶�֮���أ��������������ϡ�
ԭ�����������棬һ�Ǹֲ������Ͻ��������ϵ��������Ϳװ����ĺ濾�¶ȸߡ������������¶ȷ����仯ʱ�����Ͻ��������ʹ���ŷ������Ρ�
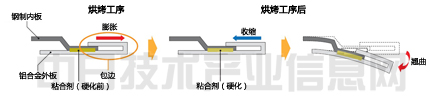
�������ܲ��á��۱ߣ����ߣ����ӹ��ķ�ʽ��Ҳ����ʹ����Ӳ����ճ�ϼ��������Ű��ճ����һ�𣬽��ϳ�����巭�ۣ�ͼ3������ϳ����Ƿ������Ͻ���壬�����ڰ�������ڡ�Ȼ���Ž������Ű�Ĺ̶���״̬�½���Ϳװ�����ڴ�ʱ��ճ�ϼ���δӲ����
 |
|
ͼ3�������ܱ��ܵ����ȱ��ε�Ӱ�� ���ڰ������Ͻ����ͨ��ճ�ϼ��Ͱ��߽�ϡ�����濾������ڽ�200����¶��£����Ͻ�����������Խϴ����ͬʱ���������������£�ճ�ϼ�����Ӳ�������ţ������뿪�濾�����볣�»�������ʱ�����Ͻ���彫������������Ӳ����ճ�ϼ����γ��谭��������Χ�ܵ�����������Ӧ�����������̡� |
�����Ž�����һ�����⡪���濾����֮�����ȵ������£��¶Ƚ��ӳ����������ӽ�200�档��ʱ������ڰ���ȣ����Ͻ�����������Խϴ���������졣���ͬʱ����֬����Ӳ����
 |
