![]()
![]()


2013年10月18日08:39
【相關新聞】
都是3D打印機,實現方式卻有多種。其中,“熔融沉積成型”被廣泛應用於從較低價位款式到高精度、高價位的高端款式。近年來,這種方式的打印機不斷出現價格跌破20萬日元的機型,個人也可負擔得起,推動了3D打印機熱潮的興起。

熔融沉積成型是通過細細的噴嘴,自上而下擠出加熱熔化的材料,一層層疊加成型品切片的方式。其原理與地形的立體模型十分相似。就像是從水平面開始,逐層疊加薄層一樣。
如果是具備多個噴嘴的機型,通過在同一平面上擠出顏色、材質各異的樹脂,逐層沉積,還可以一次性制作出五彩繽紛的成型品。
但是,對於像樹枝一樣向空中伸展的部分,因為下方的空間沒有任何支撐,所以通過熔融沉積成型無法實現。這就需要事先利用其他材料,制作用來支撐的底座。這種材料叫做支撐材料,要在成型結束后清除。
美國Stratasys的“Mojo”、“uPrint系列”、“Dimension系列”、“Fortus系列”採用的是熔融沉積成型。
從設計到教育以及個人愛好品
Stratasys的代理商——丸紅信息系統公司的制造解決方案事業本部成型解決方案部長青柳充泰說:“這種方式的一大優點,是可以使用一般塑料產品廣泛採用的ABS樹脂作為成型材料。”“通過使用ABS這種‘真正的塑料’,強度、金屬部件的安裝等都可以在設計的初期階段進行確認”。
但表面的光滑程度不盡如人意。成型品要想直接作為商品銷售,大多需要經過研磨和涂裝。
能夠以低成本制作3D打印機也是熔融沉積成型的魅力所在。3D Systems Japan採用該方式的“Cube”僅售16.8萬日元。該公司個人&專業3D打印機事業部總監小林廣美表示,依靠這樣的低價格,“不只是中小企業,3D打印機的用途還在向教育、愛好領域拓展”。其活用的事例十分廣泛,比方說,在教授數學和物理時,對公式等進行立體化﹔在大學的機器人研究室,制作多種版本的部件,評價實際運轉的效果﹔按照自己的喜好,自行制作遙控器直升飛機的部件。
實現全彩立體
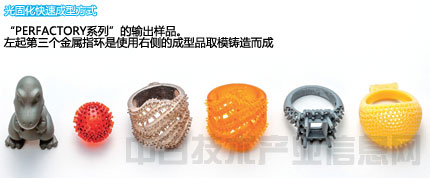
除此之外,3D打印機還有使用光固化樹脂作為材料的光固化快速成型等若干方式,但大多數方式隻能對樹脂進行成型。能夠使用其他材料,拓展3D打印機可能性的方式,是“粉末沉積成型(噴墨)方式”。
 |
 |
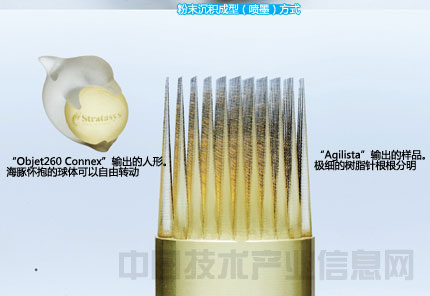
這種方式是在平面上均勻撒上一層薄薄的粉末材料,使用粘合劑、激光等方式,使需要的部分硬化。硬化后再撒上粉末,繼續硬化,不斷重復這樣的過程。在成型過程中,未硬化的地方依然為粉末狀態,因此,即使下層未經硬化,也可以對上層進行硬化。也就是說,即便成型的是向空中伸展的樹枝,也無需使用支撐材料。在完成所有工序后,成型品將從粉塊中現身。
3D Systems Japan“Projet x60系列”的某些機型具有特殊本領,可以完成全彩成型。材料使用石膏。成形時,石膏粉以0.1毫米的厚度均勻鋪開,從上方用噴嘴噴射粘合劑后,粘合劑洒落的部分將會硬化。粘合劑中可以摻入墨水。
這與電腦使用的噴墨打印機原理基本相同。只是用石膏粉替代了紙張,在打印完一層后,不是出紙,而是在上方疊加打印新層。適合成型全彩的人形等。因為材料為石膏,所以還可以用來制作鑄造用的模具。
可以制作既不能切削也不能鑄造的部件
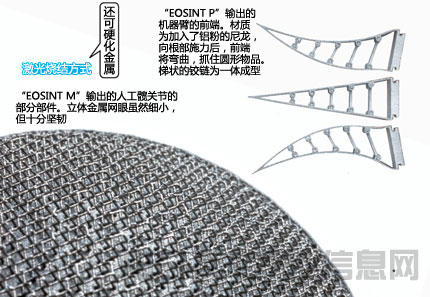
德國EOS的產品同樣使用粉末狀材料,但無需粘合劑,是使用激光進行燒結的“激光燒結方式”。也有企業稱之為“激光粉末燒結”、“粉末燒結沉積成型”。EOS的“EOSINT M”的特點是使用金屬粉末作為材料,能夠制作金屬成型品。
 |
 |
EOS的代理商——恩梯梯數據公司的工程師系統營業本部的前田壽彥表示,使用這種打印機,“可以制作既不能切削、也不能鑄造的部件”。無需支撐材料,隻要在最后清除沒有硬化的粉末即可。比方說,利用傳統加工方法無法成型的“內部為立體網眼的球體”也可以制作。而且,因為是利用激光加熱金屬粉末,使之熔化並硬化,所以強度與鑄造基本相同。激光燒結的部分還可以接在其他加工方法制作的部件上。
上圖中的球狀金屬網眼是人工髖關節的部件。當然,人的個頭、身材千差萬別。人工髖關節之類的輔助器具需要使用量身定做的唯一部件。有的時候,為了實現需要的功能,還要採用復雜的構造。對於此類用途,能夠高精度定制,便於變更、修改成型的3D打印機必將大顯身手。
丸紅信息系統的青柳部長也暗示了其中的可能性:“工業產品在停產之后,還必須在一定期間內,保留維修部件的庫存。對於企業而言,相關的庫存管理和供應體制的維持是沉重的負擔。如果把3D打印機作為基礎,那麼,即使沒有庫存,同樣可以供應部件。”(作者:下川一哉、丸尾弘志、三木Izumi、廣川淳哉、?田克彥,日經技術在線!供稿)
