![]()
![]()


2014年07月23日08:23
【相關新聞】
日本沙迪克開發出金屬3D打印機,粉末熔融凝固和切削加工相結合
新材料1:日本聚丙烯公司開發出用於汽車外板的聚丙烯,尺寸變化堪比鋁合金
日本聚丙烯株式會社(總部:東京)展出了新開發的線性膨脹系數與鋁合金相當的聚丙烯(PP)材料“WELNEX/GF”,主要面向翼子板等汽車外板用途。

用新材料制作的前翼子板。
WELNEX是以茂金屬為催化劑制造的新型聚丙烯。其特點是具備彈性材料那樣的柔軟性。過去主要面向汽車內飾開拓用途,已有採用先例。使用茂金屬催化劑制造的聚丙烯還具有線性膨脹系數低的特點,該公司利用這一特點,開發出了適合外板用途的WELNEX/GF。
除了線性膨脹系數低之外,WELNEX/GF還具有涂裝外觀精美、幾乎看不到焊接線等特點。為了提高機械特性,在其內部填充了20%的玻璃纖維,但與填充滑石粉一樣不易翹曲,成型時的尺寸精度也非常出色。不過,因為耐熱性差,目前還無法支持線上噴涂。
新材料2:漢高日本發布FRP用新基體樹脂,展示採用新材料制成的成型品
德國漢高(Henkel)的日本法人漢高日本公司展出了使用新型聚氨酯類基體樹脂“Loctite MAX3”制作的碳纖維增強樹脂基復合材料(CFRP)的成型品(汽車的車頂材料)。與目前常用的環氧樹脂相比,成型時間更短。
 |
| 利用高壓RTM成型的汽車車頂材料(漢高日本)。 |
新型樹脂的耐熱性指標——玻璃化溫度達到了與環氧樹脂相同的125℃。機械特性中,延展率和韌性超過環氧樹脂,拉伸彈性模量和拉伸強度與環氧樹脂相同。而且,這種材料在高溫下的粘度低,在RTM(Resin TransferMolding)工藝的注塑工序中更容易滲入強化纖維。樹脂本身的硬化時間也比較短,從注入成型模具到脫模的時間(脫模時間)可以縮短到環氧樹脂的1/5左右。使用高壓RTM工藝制作此次展示的CFRP車頂材料所需的脫模時間為5.5分鐘。
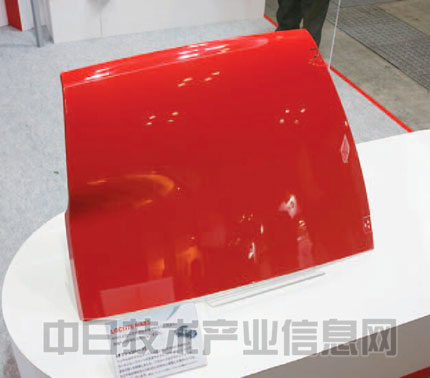
新材料3:東海橡膠工業開發出具有行人保護功能的聚氨酯發動機罩
東海橡膠工業開發出了具有行人保護功能的發動機罩。這種發動機罩使用柔軟且具有緩沖性的聚氨酯一體成型,能夠減弱發生事故時對頭部的沖擊。現行的發動機罩使用聚?胺類樹脂成型,背面(下側)貼有用來隔音的聚氨酯構件。

能夠在發生事故時降低頭部所受沖擊的發動機罩。使用聚氨酯成型。
當汽車正面撞擊行人時,在保險杠的撞擊下,行人會雙腿離地,頭部撞在汽車的前發動機罩上。此時,前發動機罩會發生變形,使行人的頭部撞到其下方的發動機。而新發動機罩提高了沖擊吸收性,在這種情況下,行人頭部受到的沖擊可較現行發動機罩降低35%。該發動機罩對車輛外觀等設計沒有限制,效果等同於在發動機罩與發動機之間設置較大間隙的方法。
新材料4:幾分鐘即可成型的CFRP,可形成轂和肋

用“Polymarl MAT CZ”制成的試制品,Polymarl MAT CZ中使用了碳纖維材料
轂部放大。在成型時材料流動順暢。
三井化學與日本觸媒的合資公司Japan Composite(總部:東京)在三井化學的展位,展出了一項開發完成的技術——可在幾分鐘內成型的CFRP材料“Polymarl MAT CZ”。這種材料的比強度大於鋁合金,與鎂合金相當。採用SMC(Sheet Molding Compound)成型法,首先讓切割成幾十mm∼100mm左右的碳纖維浸泡熱固性樹脂,然后在使用模具進行加熱的同時壓縮成型。碳纖維不進行編織。成型時間約為4分鐘,而過去的RTM成型法,也就是在封閉模具后浸泡樹脂的方法需要160分鐘,新方法大大縮短了成型時間。而且,新材料成型時的流動性非常好,能夠流入模具的細節部分,形成轂(boss)和肋(rib)。
 |
