![]()
![]()


2013年04月17日08:25 來源:人民網-財經頻道
【相關新聞】
【日本的制造裝置為何強大?】(3)愛斯佩克:模塊化實現多品種與快速交貨
【日本的制造裝置為何強大?】(2)迪思科:激光切割機佔據全球市場七成份額
【納米新技術】LSI篇:利用分子的自組織現象以低成本方法實現微細化
【納米新技術】功率半導體篇:導熱率超過銅的材料及大口徑SiC基板等亮相
本田開發出了適用於量產品、通過攪拌摩擦焊方式焊接鋼和鋁合金的技術,日本東北大學和日立開發出了可焊接鋼和鈦等高熔點金屬的鈷合金攪拌頭。以前在量產水平上隻限於鋁合金與銅合金、鎂合金這樣的低熔點金屬的攪拌摩擦焊(FSW:Friction Stir Welding)的用途開始擴大到鋼等熔點更高的金屬*1。
*1 在標准大氣壓下,鋁的熔點為660℃,銅為1083℃,鎂為651℃。而鐵高達1539℃,鈦高達1727℃。
摩擦熱使金屬軟化為粘液狀
攪拌摩擦焊是指,利用圓柱頂端設有突起(攪拌針)的攪拌頭,從對接的兩塊板(母材)或重疊的兩塊板的需要焊接的部位上方,使攪拌頭邊旋轉邊推壓,將兩塊板焊接在一起的技術(圖1)。
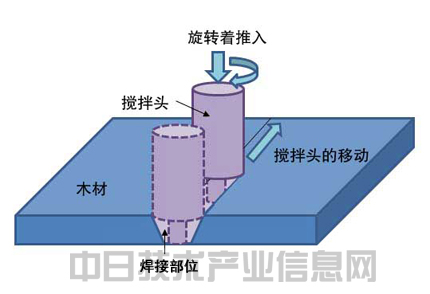
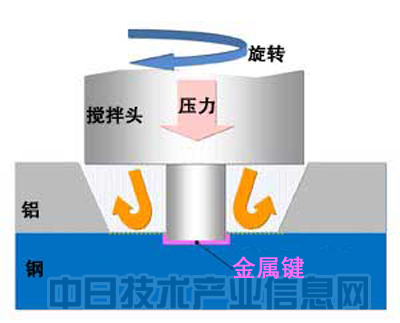
圖1:攪拌摩擦焊原理示意圖左為對接焊,利用了塑性流動。右為重疊焊,利用了金屬鍵(以篇首介紹的本田開發的鋼和鋁合金焊接技術為例)。
旋轉的攪拌針與板材之間產生的摩擦熱,會使攪拌針周圍的金屬軟化為粘液狀,旋轉的攪拌針借此插入板中。這樣一來,攪拌針周圍軟化了的金屬便會混合在一起(發生塑性流動),使兩塊金屬板融為一體,或是在兩塊金屬板的接合面形成金屬鍵,使二者融為一體。
以前缺少耐高溫的攪拌頭
攪拌摩擦焊的優點有以下四點:(1)因為無需熔化母材即可焊接(固相焊),所以焊接后的變形及焊接缺陷都很少,因此可提高產品的品質並降低成本﹔(2)比熔化焊接節能﹔(3)不需要保護氣體﹔(4)噪聲小且不產生粉塵。而且,該技術對異種材料的焊接也非常有效,因此備受業界關注,有望通過按各個部位選擇適當的材料,來達到輕量化等效果*2。但正如篇首介紹的那樣,以前能在量產水平上使用攪拌摩擦焊的材料隻限於低熔點金屬。
*2 攪拌摩擦焊與熔化母材的液相焊——熔化焊接相比,焊接溫度低,容易通過設置焊接條件來控制焊接輸入熱量。因此,可輕鬆減少導致焊接強度降低的罪魁禍首——金屬間化合物的生成。通過減小金屬間化合物層的厚度,可提高焊接部位的強度。進行攪拌摩擦焊時,若攪拌過度,同樣會生成大量金屬間化合物。
攪拌摩擦焊的用途以前隻限於低熔點金屬的原因在於,缺乏適合量產的低價位耐高溫攪拌頭。對鋁合金實施攪拌摩擦焊時,一般使用工具鋼等鋼鐵材料制成的攪拌頭。用這種攪拌頭焊接鋼及鈦合金等高熔點金屬時,在能使這些金屬軟化的高溫區域,攪拌頭也會軟化,導致攪拌頭磨損嚴重而無法使用。盡管採用陶瓷及鎢錸合金等非鋼鐵材料的攪拌頭已開發出來,但這些攪拌頭的價格非常高,並不適合量產。
無需攪拌就能使鋼露出新生面
本田開發的利用攪拌摩擦方式焊接鋼和鋁合金的技術,用於接合重疊的鋼和鋁合金母材。其最大特點是隻攪拌鋁合金而不攪拌鋼(圖1中的下圖)。這樣便可防止攪拌頭的溫度過高。
無需攪拌鋼即可將鋼和鋁合金焊接在一起是因為,在鋼和鋁合金之間形成了金屬鍵。也就是說,該技術並未攪拌鋼,而是去除了鋼表面的涂膜和氧化膜。通過這種方法,使鋼的新生面裸露出來,並使其與通過攪拌而提高了活性的鋁合金之間形成了金屬鍵。這種金屬鍵的存在使鋼和鋁合金融為一體*3。
*3 鋼和鋁合金之間進入水等之后會發生雙金屬腐蝕(電蝕),該技術通過在鋼和鋁合金之間插入硅膜防止了這種現象。
本田在面向北美市場的新款“雅閣”的前副車架中採用了該技術,並獲得了多種效果(圖2)。具體而言,不僅重量比原來的鋼制副車架減輕了25%,而且焊接時的耗電量減少了約50%。另外,還採用該技術更改了副車架與懸挂安裝部位的構造,使安裝部位的剛性提高了20%,從而為提高車輛運動性能作出了貢獻。
通過新材料擴大應用領域
另一方面,東北大學、日立制作所及日立金屬精密儀器公司開發出了可耐受高溫的價位較低的攪拌頭,從而擴大了攪拌摩擦焊的應用范圍(圖3)。該攪拌頭採用的材料由東北大學和日立制作所共同開發,這種材料和攪拌頭(鑄件)的量產技術由日立制作所和日立金屬精密共同開發成功。該攪拌頭可用來對鋼、鈦合金及鋯合金等高熔點金屬實施攪拌摩擦焊,預定2013年秋季開始銷售。雖然日立金屬精密儀器表示“價格今后會討論”,但估計會設定在可在量產水平使用的價格帶。
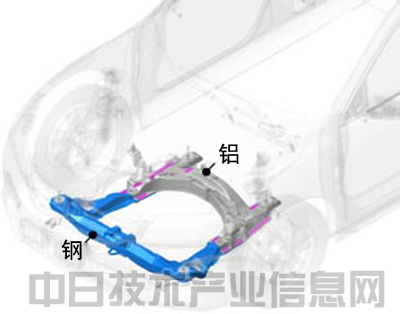
圖2:利用攪拌摩擦焊工藝焊接鋼和鋁合金制成的前副車架示意圖
東北大學等為攪拌摩擦焊攪拌頭開發的材料為鈷合金,其內部分布著高溫下也可保持高強度的金屬間化合物。具體而言,在基於鈷的合金中分布了Co3(Al,W)。關鍵在於如何使Co3(Al,W)實現均勻的微細分布,並且使分布量及晶界形狀接近希望的狀態。為此,採用了更為合理的成分及熱處理方法。
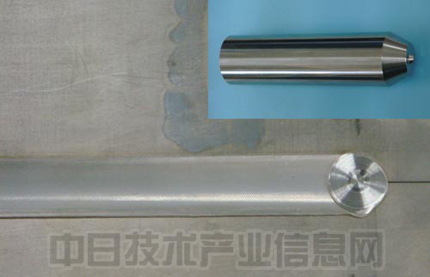
圖3:東北大學和日立開發的耐高溫攪拌頭(右上)和鈦合金的焊接示例(下)
目前設想的該攪拌頭的適用材料為碳鋼、高張力鋼、鈦合金(Ti-6Al-4V等)、純鈦及銅合金。盡管有些材料因強度及厚度等原因很難使用該攪拌頭,但大致來說,焊接對象為進行攪拌摩擦焊時攪拌頭溫度(結合溫度)最高為1000℃左右的材料。(日經技術在線! 供稿)
